連續(xù)模的模擬操作圖:

現(xiàn)實(shí)生活中的實(shí)際操作圖:
連續(xù)模
指的是壓力機(jī)在一次沖壓行程中,采用帶狀沖壓原材料,在一副模具上用幾個(gè)不同的工位同時(shí)完成多道沖壓工序的冷沖壓沖模,模具每沖壓完成一次,料帶定距移動(dòng)一次,至產(chǎn)品完成。
按沖壓加工溫度分為熱沖壓和冷沖壓。前者適合變形抗力高,塑性較差的板料加工;后者則在室溫下進(jìn)行,是薄板常用的沖壓方法。
板料,模具和設(shè)備是沖壓加工三要素。
模具:模具的精度和結(jié)構(gòu)直接影響沖壓件的成形和精度。模具制造成本和壽命則是影響沖壓件成本和質(zhì)量的重要因素。
設(shè)備
按傳動(dòng)結(jié)構(gòu):手動(dòng)沖壓機(jī),機(jī)械沖床,液壓沖床,氣動(dòng)沖床,高速機(jī)械沖床,數(shù)控沖床
按加工精度:普通沖床,精密沖床
按使用范圍:普通沖床,專用沖床
板料:沖壓用板料的表面和內(nèi)在性能對(duì)沖壓成品的質(zhì)量影響很大。
對(duì)于沖壓材料的要求的6點(diǎn)
① 厚度精確、均勻。
② 表面光潔,無(wú)斑、無(wú)疤、無(wú)擦傷、無(wú)表面裂紋等。防止生成廢品。
③ 屈服強(qiáng)度均勻,無(wú)明顯方向性。為了減少造成次品或廢品
④ 均勻延伸率高。為了防止不均勻變形。
⑤ 屈強(qiáng)比低。為了提高彎曲件精度。
⑥ 加工硬化性低。為了防止以后變形
加工特點(diǎn)
1. 沖壓加工的生產(chǎn)效率高,且操作方便,易于實(shí)現(xiàn)機(jī)械化與自動(dòng)化。
2. 沖壓的質(zhì)量穩(wěn)定,互換性好,具有“一模一樣”的特征。
3. 沖壓的強(qiáng)度和剛度均較高。
4. 沖壓件的成本較低。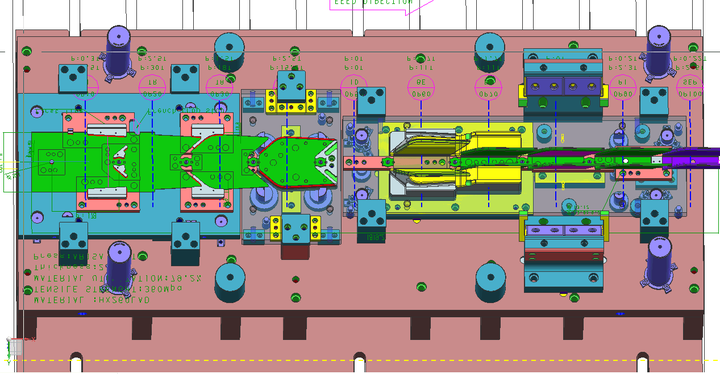
主要適用于:
1、沖壓精度為低級(jí)或中級(jí)精度,一般為IT10-14級(jí);
2、加工形狀復(fù)雜工件,適用于小的異性件;
3、生產(chǎn)效率高,可實(shí)現(xiàn)工位件自動(dòng)送料和自動(dòng)排除工件;
4、可使用高速自動(dòng)沖床,可在400次/分或更高的沖床上工作;
你經(jīng)常說(shuō)的拉伸
拉伸:是利用模具將平板毛坯或半成品毛坯拉深成開口空心件的一種冷沖壓工藝。
拉伸工藝可制成的制品外形有:圓筒形、門路形、球形、錐形、矩形及其它各種不規(guī)則的開口空心零件。拉伸工藝與其它沖壓工藝結(jié)合,可制造外形復(fù)雜的零件,如落料工藝與拉深工藝組合在一起的落料拉深復(fù)合模;
日常生活中常見(jiàn)的拉伸制品有:旋轉(zhuǎn)體零件:如臉盆,鋁鍋。方形零件:如飯盒,汽車油箱。復(fù)雜零件:如汽車覆蓋件等。
圓形工件的折彎
擺塊式工件的折彎
V形折彎
鈑金折彎:是指改變板材或板件角度的加工。如將板材彎成v形, U形等。
鈑金折彎有兩種方法:
一種方法是模具折彎,用于結(jié)構(gòu)比較復(fù)雜,零件體積或尺寸較小、大批量加工的鈑金結(jié)構(gòu),一般為延長(zhǎng)模具壽命,零件倒角設(shè)計(jì)一般采用圓角;
一種方法是折彎?rùn)C(jī)折彎,用于加工結(jié)構(gòu)尺寸比較大的或產(chǎn)量不是太大的鈑金結(jié)構(gòu)。這種方法適用于精度要求較高,具有裝夾方便,定位準(zhǔn)確等特點(diǎn)。
此外,折彎還可以根據(jù)折彎方式不同,可分為電接觸折彎,普通折彎和剪切折彎。網(wǎng)絡(luò)上也有很多相關(guān)內(nèi)容,大家可以搜索學(xué)習(xí)。
彎管工藝
壓彎工藝
彎管加工的方法主要有以下的六種,現(xiàn)在給大家詳細(xì)介紹一下彎管加工的常用方法有:
1.滾輪法:在管內(nèi)放置芯子,外周用滾輪推壓,用于圓緣加工。
2.滾軋法:一般不用芯軸,適合于厚壁管內(nèi)側(cè)圓緣。
3.彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個(gè)輥,兩個(gè)固定輥,一個(gè)調(diào)整輥,燈飾配件彎管調(diào)整固定輥距,成品管件就是彎曲的。
4.鍛壓法:用型鍛機(jī)將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機(jī)有旋轉(zhuǎn)式、連桿式、滾輪式。
在鋼管廠或者鋼鐵廠是不是經(jīng)常見(jiàn)到?傳說(shuō)中的軋制
5.鼓脹法:一種是在管內(nèi)放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產(chǎn)大部分用的是這種方法。
6.沖壓法:在沖床上用帶錐度的芯子將管端擴(kuò)到要求的尺寸和形狀。

軋制
又稱滾制(Rolling)或壓延,指的是將金屬錠通過(guò)一對(duì)滾輪,透過(guò)滾動(dòng)來(lái)為之賦形的過(guò)程。如果壓延時(shí),金屬的溫度超過(guò)其再結(jié)晶溫度,那么這個(gè)過(guò)程被稱為“熱軋”,否則稱為“冷軋”。軋制是金屬加工中最常用的手段之一。
軋制工藝的特點(diǎn)可根據(jù)熱軋和冷軋進(jìn)行分類:
(1)冷軋工藝
用熱軋鋼卷為原料,經(jīng)酸洗去除氧化皮后進(jìn)行冷連軋,其成品為軋硬卷,由于連續(xù)冷變形引起的冷作硬化使軋硬卷的強(qiáng)度、硬度上升、韌塑指標(biāo)下降,因此沖壓性能將惡化,只能用于簡(jiǎn)單變形的零件。
(2)熱軋工藝可以破壞鋼錠的鑄造組織,細(xì)化鋼材的晶粒,并消除顯微組織的缺陷,從而使鋼材組織密實(shí),力學(xué)性能得到改善。但會(huì)造成非金屬夾雜物(主要是硫化物和氧化物,還有硅酸鹽)被壓成薄片,出現(xiàn)分層(夾層)現(xiàn)象。分層使鋼材沿厚度方向受拉的性能大大惡化,并且有可能在焊縫收縮時(shí)出現(xiàn)層間撕裂。
文章標(biāo)題:沖壓拉伸折彎全套動(dòng)圖
文章關(guān)鍵字: 沖壓拉伸折彎全套動(dòng)圖
文章地址:沖壓拉伸折彎全套動(dòng)圖
 螺旋盤管
螺旋盤管
 180度彎管
180度彎管
 方管拉彎
方管拉彎
 異形彎管
異形彎管